email
glass.machines@aliyun.comCALL US
+86-185 3880 9758
CALL US
+86-185 3880 9758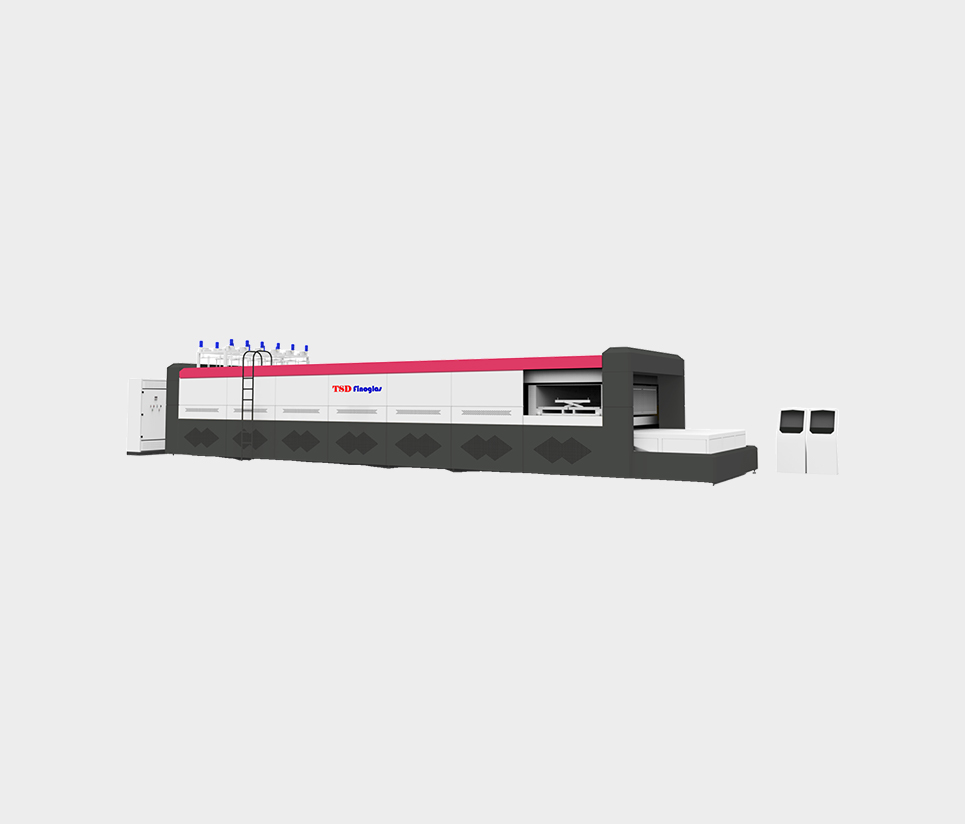




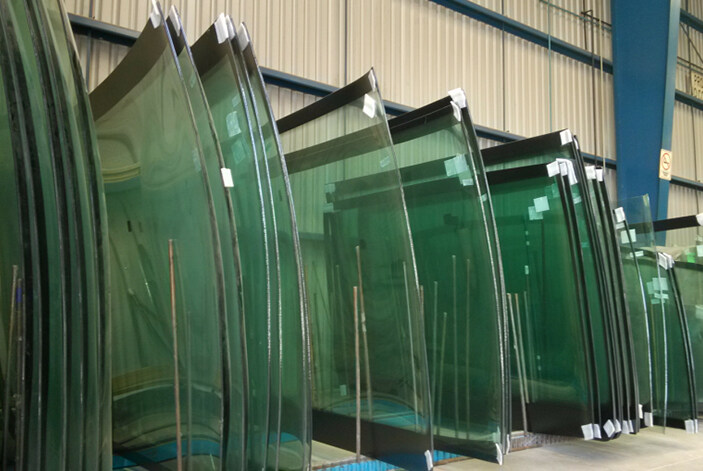
This machine is used to produce thermal bent glass, which will be one very important bent glass at front windowshield process.
The machine can make the general glass for windowshields of cars, samll or midium buses...
★ Accoridng to different glass productivity requirement, such machine will be designed and made different quantity wagons.
Continuous thermal bending furnace is the most important equipment to produce windshield of cars, which is characterized by fine manufacture process, reasonable design, advanced control technology and reliable operation.
Equipment structure
1) The equipment consists of main frame, elevating devices, waggons, four sets of conveyor, heating systems, guide rail open/close mechanism, cooling system, electric control system and etc.
2) The main frame is standard welded structure, divided into upper and lower layers. The upper part is for pre-heating and forming, and the lower is for annealing and cooling. The circulating movement of waggons is realized by front and rear elevating device and transporting machines.
3) There are two elevating devices, one at entering end and another at forming end. The waggons’ up & down movements is driven by chains which equipped with counter-weights and fine-tuning mechanism which ensure movement stable, flexible, accurate and reliable.
4) The frame of the wagons is tank structure with the high-quality insulating materials inside. There are three watching windows in one side of the waggon walls, and the windows are equipped with double layers of quartz glass which is high-temperature resistant; two pairs of coaxial rolling wheels is mounted on the bottom of the waggon, among which two rolling wheels are guided groovy wheels.
5) The rack driving mechanism is adopted for the wagon horizontal movement, the separate position-detecting device can guarantee the reliability for the transmission.
6) The upper heating section is divided into five pre-heating zones, one pre-forming zone and one forming zone. There are three watching windows at the end of the frame of forming zone, the windows are equipped with camera; the status of the heating elements and glass forming can be watched by monitor.
7) The heating elements are of the material with good performance, reliable and long service time.
8) Between heating layer and annealing layer are heat insulation boards. The annealing section ensures the performance of glasses, the cooling section equipped with ventilating and cooling devices to be more efficiency.
9) The control system is advanced and reliable; the whole production process is controlled by computer. The temperature in each heating zone can be controlled by computer. The temperature in pre-forming zone and forming zone and the status of open/close of each heating element are finished by computer. According to actual product sizes and shapes, the required heating elements, heating time, heating temperature can be optioned and save as file in computer. Each waggon number can be identified automatically, and then the computer will call out the right file which was saved last time and start to heat and bend the glass.
10) Unloading mechanism can lift the glasses into the waggons to make the unloading easy.
The principle and operation process
This furnace consists of pre-heating zone, pre-forming zone, forming zone, annealing zone and cooling zone. The heating power for each zone is different according to different process requirements. The waggons with glass and mould pass through the above zones in turn.
After glass has been formed in forming zone, it is annealed and cooled, by now a work circulation is finished.
Put two cleaned pieces of glasses with silica powder between them on the mould situated in the front elevating waggon, and press down the button on the small operating panel, the elevator will lift the waggon to upper position and ready for entering the pre-heating zone;
When operator watches from the monitor that glass forming is completed in forming area, pressing running button and the back elevator descend to the lower position. When the open/close guide rail close and all the other parts are ready, conveyor 2# drives the wagon in pre-forming area to the forming area. After conveyor 2# moving forward, the conveyor 1# will drive the wagon in front elevator to the first pre-heating zone, in the meanwhile all the wagons ahead will move to their respective next position. After a short time the front elevator descend to the lower position.
After the rear elevator descend the lower position, the conveyor 3# drives the waggon to annealing area and pushes the other waggons ahead a certain distance.
The 4# conveyor moves the last waggon to the front elevator.
Operator unloads the bent glass and load new glass to be bent.



1) The whole process is controlled and monitored by computer.
2) Key control elements are from world famous company (such as Siemens, Omron, ABB etc.) to insure reliable performance,
3) The monitoring system which object the glass status in forming area can ensure low labor intensive and good working environment.
4) Different type of glass can be loaded in different waggon. Computer control system identifies waggons automatically and bends glass according to pre-setup.
5) Each heating unit in the forming zone can be controlled individually, which ensure flexible heating. The forming process can be interfered manually.
6) Powerful software package, comfortable man-machine interface, complete self-check system insure stable and reliable running. And the parameters can be changed on-line.
7) The annealing section guarantees the performance of the products, the exhaust device of the cooling layer can accelerate the cooling speed and improve the efficiency.
8) Conveyors are equipped with proximity switch, which ensures accurately and reliably running.
9) The waggon is of tank structure can insure lower heating consumption. The observe windows are Quartz glass, which resist higher temperature and damage.
10) It is easy to make moulds with the lower cost.
|
Type |
Wagon Qty |
Max glass size(mm) |
Yield (load/hour) |
Installed Power (KW) |
Machine outer size (mm) |
|
TSD-LRW |
13 |
1600x800 |
15 |
320 |
13320*3860*3420 |
|
1800x1000 |
15 |
380 |
14940*4060*3420 |
||
|
2200x1200 |
13 |
460 |
18120*4466*3550 |
||
|
15 |
1600x800 |
17 |
348 |
14730*4860*3420 |
|
|
1800x1000 |
17 |
420 |
16630*4066*3550 |
||
|
2200x1200 |
15 |
520 |
19930*4466*3550 |
||
|
17 |
1600x800 |
19 |
400 |
16140*3860*3550 |
|
|
1800x1000 |
19 |
475 |
18140*4066*3550 |
||
|
2200x1200 |
17 |
560 |
22140*4460*3550 |
||
|
19 |
1600x800 |
22 |
484 |
17550*3860*3420 |
|
|
1800x1000 |
22 |
532 |
19750*4066*3550 |
||
|
2200x1200 |
20 |
615 |
24150*4466*3550 |
Fill the form and send us your message.Get in touch with TSD and find a specialized consultant for you !